(有)津留崎製作所 - 歯切り屋ブログ(日々コレ精進orz) |
|
| 歯車製作/加工屋の製造業ブログ(福岡県久留米市にあります) >>>HP |
| 会社概要 | 業務内容 | 機械設備 | 加工サンプル | お問い合せ | FAQ | アクセス地図 | リンク |
|
|
2015年 7月 30日 (木) 10:06
新規設備導入のご報告・ご案内 by 鶴城屋
またまた久しぶりのブログ更新になりました…
新規設備導入 NCホブ盤 カシフジ製 KL-451を 導入しました。  加工範囲 加工可能モジュール 0.5〜5.0 加工可能最大径 250φ クラウニング加工可能 導入したのは4月末でしたが 補助金関係の設備は 実績報告書を提出しないと 大々的に紹介しては駄目と聞いたもので、 ようやくご紹介出来る次第であります。 NCホブ盤のメリットは何点か挙げられますが ・可能時間短縮 段取り時間が少なくて済む & 2度切りサイクルのときに手動の手間が省ける ・大きな歯数にも楽に対応可能 大きな歯数(歯数300枚とか400枚)とか たまに加工する場合があります そういう大きな歯数は汎用ホブ盤だと 段取りが大変です また、100超えの素数(101 103 107 109 113 127 131 137 139 149 151 157 163 167 173 〜)などは 汎用ホブ盤だと加工がやっかいです 以前は近似値を有理数分解して 無理矢理加工してましたが、 NCホブ盤ですと NC装置で自動的に軸同期やってくれますので 加工が楽です ・高速加工が可能 ホブ回転数を汎用ホブ盤より速く出来ますので、加工サイクル時間が短縮できます (荒と仕上げで 回転数を別々に変えたりすることも可能に) 日本国内のメーカーでは 歯車加工機は現在NCホブ盤しか製造されておりません。 弊社は今までNCホブ盤は無く 汎用ホブ盤だけでしたので、 10年後〜20年後を見越した場合、いずれ汎用ホブ盤が壊れた場合 どこかのタイミングにてNCホブ盤を導入せざるえなかったと思います。 今回幸運にも ものづくり補助金にて申請採択されて新規導入に至りました。 導入に見合う、内部加工体制の効率化・技術継承・売上販路拡大を今後も目指していかないと思うところであります。 --------------------------------------------------------- 各種歯車 製作・加工 (有)津留崎製作所 〒830-0112 福岡県久留米市三潴町玉満967−2 TEL 0942-64-3571 FAX 0942-64-5441 tsuru@tsuru-ss.sakuraweb.com --------------------------------------------------------- 2008年 4月 15日 (火) 23:50
NC旋盤でねじれ溝加工 by 鶴城屋
今日は企業秘密公開特集 第2弾です(笑
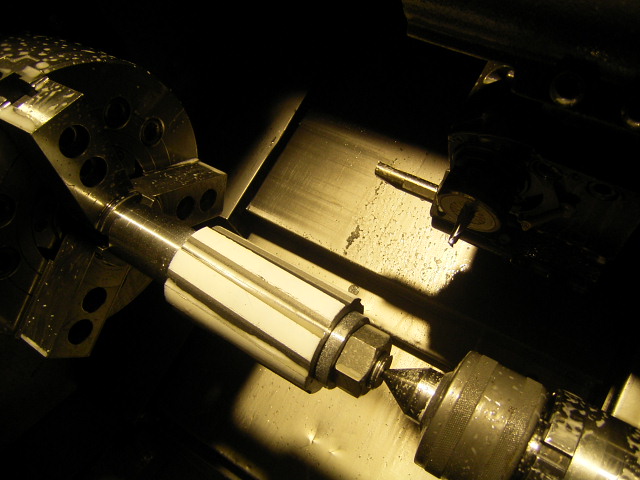 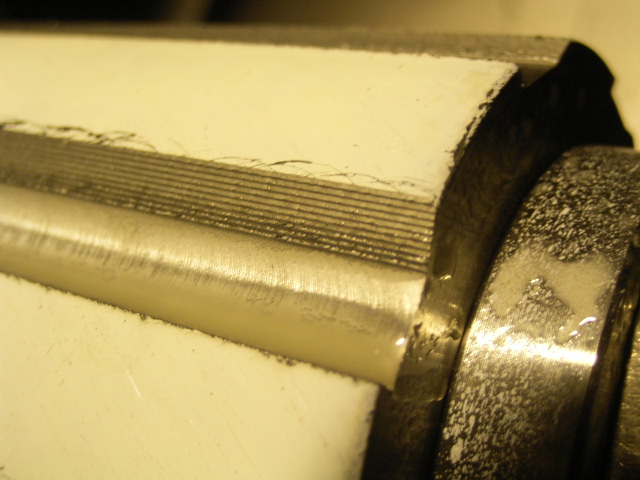 ↑ミーリング加工 約2週間ほったらかしにしてたワーク 途中、田中特殊さんに CAD/CAMでデータどうとかとかいろいろ試行錯誤 (↑頭の中での試行錯誤じゃなくて まず行動しよ>俺)したのですが 先日 「○○日までに必要だから」と催促受け これまた 翌日の朝方まで突貫加工で加工した逸品orz こういうイレギュラー的な加工の方が燃えます! 「Y軸付きの複合旋盤だと楽だろーなー」と思いつつ ウチのはY軸無いので、 無理矢理に(等高線加工)→(ボールEMLで仕上) Gコード手打ちで なんちゃって2.5次元加工? コツは X軸とC軸のアブソリュート指令を使って、プログラムを繰り返しつかえるようにモジュール化するところかな!(^−^ あとはパス回数だけ コピペ連続技 ↑マクロはいまいち信用できないんで こういう加工は 単品だから 無理矢理な技(方法)でやっているのであって、 加工ワークが5個以上の場合は 専用ホブを作ったほうが安く出来ます。。。(^^) --------------------------------------------------------- 各種歯車 製作・加工 (有)津留崎製作所 〒830-0112 福岡県久留米市三潴町玉満967−2 TEL 0942-64-3571 FAX 0942-64-5441 tsuru@tsuru-ss.sakuraweb.com --------------------------------------------------------- 久々の大物、モジュール14 by 鶴城屋
うーん、なんというか、特にコメント無し
写真で お察しください。。。   ↑でかいよ そういえば、そろそろブログにUPした写真が900枚\(^ー^)/ 1000枚到達が見えてきた!! --------------------------------------------------------- 各種歯車 製作・加工 (有)津留崎製作所 〒830-0112 福岡県久留米市三潴町玉満967−2 TEL 0942-64-3571 FAX 0942-64-5441 tsuru@tsuru-ss.sakuraweb.com --------------------------------------------------------- NC旋盤で内歯車加工 by 鶴城屋
こんちは!
今日は企業秘密公開特集 第1弾です(笑 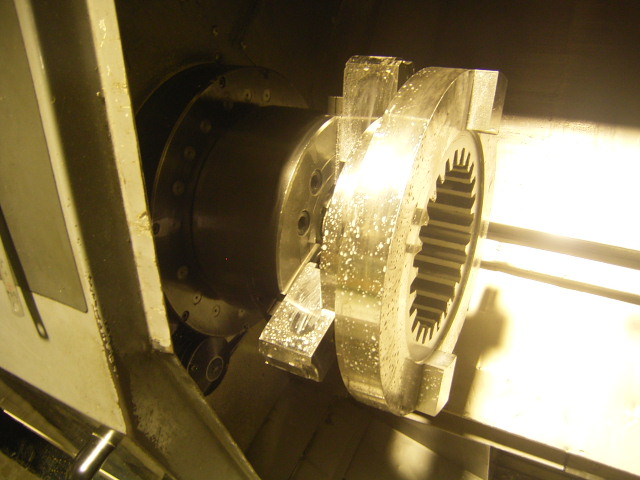  ↑内歯車加工しおわった 後の状態 そうそう、これが先週の日曜(4/6)の翌朝5時までかかった逸品! いや、まぁね… 取りかかったのが午後3時だったから… 朝の9時からやり始めておけば、23時に終わってるんだぜ>俺 だってさ、日曜日に朝9時からやる気はでませんorz 夜型人間ですから、朝は弱いのです。。。 ----------------------------------------------------------------- 内歯車(インターナルギアとも言う)は、 基本的にギアシェーパーにて加工します。 小モジュールで量産品だとブローチ加工が多いです。 大モジュールや、 特殊品(←ギアシェーパー歯切りではワーク歯数とカッター歯数との切削条件制限がある為、インボリュート干渉やらトロコイド干渉やらトリミングやら。。。詳しくはググれ!) の場合は、スロッターでの成形歯切りが加工方法として挙げられます。 ↑注:NCスロッターでの創成歯切りという方法もあります(^−^;; --------------------------------------------------------- 各種歯車 製作・加工 (有)津留崎製作所 〒830-0112 福岡県久留米市三潴町玉満967−2 TEL 0942-64-3571 FAX 0942-64-5441 tsuru@tsuru-ss.sakuraweb.com --------------------------------------------------------- 2008年 4月 5日 (土) 22:43
MC901丸棒が、ウチのノコ盤だと真っ直ぐ切れない! by 鶴城屋
またしても 写真撮ってないー(デジカメ持っていってませんでした、すみません。。。。)
最近の弊社の 悩みというか 懸案事項というか、 MCナイロンの丸棒(定尺 1000ミリ)を、ノコ盤で切ると斜めに切れてしまうこと。 切断材で材料買うと高いんで 定尺+自前で切断 うーん… 外径がφ75以下なら、NC旋盤のチャックに突っ込んで、ステッキバイトで切り落とすんですが、今回のはφ100の丸棒なんです。 斜めに切れるとなると その分だけ、寸法長めに切っておかないとならない。 それに加えて、 レース加工時の チャック掴みも毎回毎回ちゃんと掴んでるか確認しないとならないし、 斜め部分が 削り残しとかなったら、不良品になるし もう、悪影響ばっかり え!? φ100 が突っ込める NC旋盤を設備しろ!!って …… そんなぁ〜 |
 
RingBlog ver.2.45

WebFrog Blog ver.2.0b |
